Заточка сверл
Перед заточкой сверла очищают от грязи и засмаливания. Для этого сверла выдерживают 3-4час в горячем содовом растворе или 10-15мин в аммиачном растворе 10-12%-ной концентрации. Остатки смолы снимают деревянным скребком. Антикоррозионную смазку с новых сверл смывают керосином или соляровым маслом и вытирают насухо ветошью.
Спиральные сверла с направляющим центром и подрезателями затачивают за 4 установки в делительной головке.
Рис. 1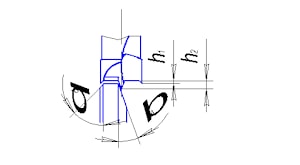
Первоначально специально спрофилированным кругом 1А1 затачивают заднюю поверхность одной из основных режущих кромок и прилегающие к ней поверхности подрезателя и направляющего центра (рис. 1). Затем сверло поворачивают на 180° и тем же кругом затачивают 2-ую заднюю поверхность и прилегающие к ней поверхности подрезателя и направляющего центра. За две последующие установки не заправленным кругом 1А1 затачивают две остальные грани направляющего центра. Стальные сверла затачивают абразивным кругом ПП.
Рис. 2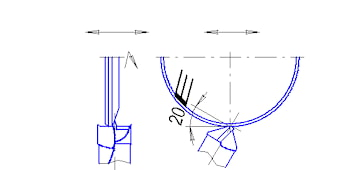
Спрофилированный узкий алмазный круг 1А1можно использовать для заточки спиральных твердосплавных сверл разного диаметра, как показано на (рис. 2).
Твердосплавные спиральные сверла можно затачивать последовательно по отдельным элементам алмазными тарельчатыми кругами (рис. 3).
Рис. 3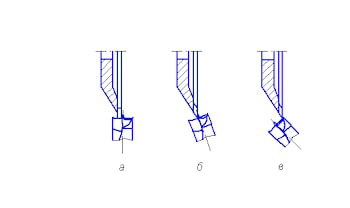
Чашечные сверла с пластинами из твердого сплава затачивают в делительной головке алмазными тарельчатыми кругами (рис 4) в следующей последовательности:
а) передние поверхности основных режущих кромок;
б) задние поверхности основных режущих кромок;
в) подрезатели по передней и задним поверхностям;
г) направляющий центр по 4-ем поверхностям.
Для исключения засаливания алмазных кругов при шлифовании стали после 4-5 переточек чашечного сверла по твердосплавным пластинам следует производить шлифовку стального корпуса сверла по задним поверхностям абазивными кругами ПП.
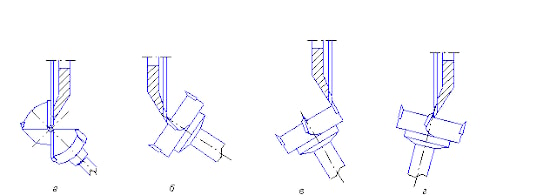
Рис. 4
Сверла для сквозного сверления затачиваются в делительной головке по задней поверхности алмазными кругами ПП.
При заточке сверл обязательно надо придерживаться геометрических параметров, для этого заточку производить необходимо согласно чертежа завода производителя.
Твердосплавные сверла затачивают при скорости шлифовального круга - 20-25 м/с., скорости продольной подачи – 1,5-2,0 м/мин., поперечной подаче – 0,03-0,07 мм/ дв.ход. После каждой операции заточки производится выхаживание – 2-3 прохода без поперечной подачи.
Контроль качества заточки сверл.
Шероховатость заточенных поверхностей должна быть у стальных сверл – Rz < 6,3мкм., а у твердосплавных Rz < 3,2мкм.. Её проверяют путём сравнения с эталоном шероховатости (в нашем случае можно сравнивать с новыми сверлами). На лезвиях заточенных ножей не должно быть незаточенных мест, трещин, выкрошин и цветов побежалости (перегрева). Радиус скругления режущей кромки должен быть не более 5-7 мкм. Его проверяют в сравнении с эталоном (новое сверло) при помощи измерительной лупы или микроскопа. Линейные размеры режущих элементов измеряем штангенциркулем или микрометром.
Радиальное и осевое биение сверл проверяют индикатором часового типа или на специальном приборе для контроля биения сверл. Радиальное биение ленточек спиральных сверл по всей длине рабочей части сверла относительно оси его хвостовика должно быть не более 0,05мм при диаметре сверла до 10мм., и 0,08мм при больших диаметрах. Осевое биение основных режущих кромок проверяется на середине лезвия. Оно не должно превышать у твердосплавных сверл – 0,05мм. У стальных с диаметром до 6мм – 0,06мм., от 6 до 10 – 0,08мм., свыше 10 и чашечные – 0,1мм.
Смещение вершины направляющего центра относительно оси рабочей части сверла не должно превышать 0,1мм у стальных спиральных сверл, 0,08мм у твердосплавных спиральных сверл, 0,25мм у чашечных стальных и 0,15мм у чашечных твердосплавных. Эту проверку проводят прибором для проверки биений в центрах.
Отклонение угловых параметров всех лезвий сверла не должно превышать ±1°.
Спиральные сверла с направляющим центром и подрезателями затачивают за 4 установки в делительной головке.
Рис. 1
Первоначально специально спрофилированным кругом 1А1 затачивают заднюю поверхность одной из основных режущих кромок и прилегающие к ней поверхности подрезателя и направляющего центра (рис. 1). Затем сверло поворачивают на 180° и тем же кругом затачивают 2-ую заднюю поверхность и прилегающие к ней поверхности подрезателя и направляющего центра. За две последующие установки не заправленным кругом 1А1 затачивают две остальные грани направляющего центра. Стальные сверла затачивают абразивным кругом ПП.
Рис. 2
Спрофилированный узкий алмазный круг 1А1можно использовать для заточки спиральных твердосплавных сверл разного диаметра, как показано на (рис. 2).
Твердосплавные спиральные сверла можно затачивать последовательно по отдельным элементам алмазными тарельчатыми кругами (рис. 3).
Рис. 3
Чашечные сверла с пластинами из твердого сплава затачивают в делительной головке алмазными тарельчатыми кругами (рис 4) в следующей последовательности:
а) передние поверхности основных режущих кромок;
б) задние поверхности основных режущих кромок;
в) подрезатели по передней и задним поверхностям;
г) направляющий центр по 4-ем поверхностям.
Для исключения засаливания алмазных кругов при шлифовании стали после 4-5 переточек чашечного сверла по твердосплавным пластинам следует производить шлифовку стального корпуса сверла по задним поверхностям абазивными кругами ПП.
Рис. 4
Сверла для сквозного сверления затачиваются в делительной головке по задней поверхности алмазными кругами ПП.
При заточке сверл обязательно надо придерживаться геометрических параметров, для этого заточку производить необходимо согласно чертежа завода производителя.
Твердосплавные сверла затачивают при скорости шлифовального круга - 20-25 м/с., скорости продольной подачи – 1,5-2,0 м/мин., поперечной подаче – 0,03-0,07 мм/ дв.ход. После каждой операции заточки производится выхаживание – 2-3 прохода без поперечной подачи.
Контроль качества заточки сверл.
Шероховатость заточенных поверхностей должна быть у стальных сверл – Rz < 6,3мкм., а у твердосплавных Rz < 3,2мкм.. Её проверяют путём сравнения с эталоном шероховатости (в нашем случае можно сравнивать с новыми сверлами). На лезвиях заточенных ножей не должно быть незаточенных мест, трещин, выкрошин и цветов побежалости (перегрева). Радиус скругления режущей кромки должен быть не более 5-7 мкм. Его проверяют в сравнении с эталоном (новое сверло) при помощи измерительной лупы или микроскопа. Линейные размеры режущих элементов измеряем штангенциркулем или микрометром.
Радиальное и осевое биение сверл проверяют индикатором часового типа или на специальном приборе для контроля биения сверл. Радиальное биение ленточек спиральных сверл по всей длине рабочей части сверла относительно оси его хвостовика должно быть не более 0,05мм при диаметре сверла до 10мм., и 0,08мм при больших диаметрах. Осевое биение основных режущих кромок проверяется на середине лезвия. Оно не должно превышать у твердосплавных сверл – 0,05мм. У стальных с диаметром до 6мм – 0,06мм., от 6 до 10 – 0,08мм., свыше 10 и чашечные – 0,1мм.
Смещение вершины направляющего центра относительно оси рабочей части сверла не должно превышать 0,1мм у стальных спиральных сверл, 0,08мм у твердосплавных спиральных сверл, 0,25мм у чашечных стальных и 0,15мм у чашечных твердосплавных. Эту проверку проводят прибором для проверки биений в центрах.
Отклонение угловых параметров всех лезвий сверла не должно превышать ±1°.
Если вы хотите купить заточка сверл , вы можете:
Позвонить:
Ещё из раздела Рекомендации по заточке инструмента
Ножи в основном затачиваются по задней поверхности. В зависимости от положения заточного круга относительно поверхности шлифования различают 4 схемы заточки (рис 1) При заточке торцом круга не рекомендуется располагать ось круга строго ...
Заточку фрез осуществляют шлифованием лезвия по передней или задней поверхностям. Фрезы с криволинейной задней поверхностью затачивают всегда по передней поверхности. Фрезы с прямолинейной задней поверхностью можно затачивать как по передней, так и ...