Заточка ножей
Ножи в основном затачиваются по задней поверхности. В зависимости от положения заточного круга относительно поверхности шлифования различают 4 схемы заточки (рис 1)
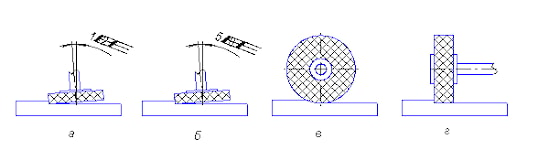
При заточке торцом круга не рекомендуется располагать ось круга строго перпендикулярно задней поверхности ножа, так как при этом поверхность формируют обе ветви круга. Поэтому шпиндель разворачивают, обеспечивая шлифование только набегающей ветвью круга. Малый угол наклона оси круга (до 2°) позволяет получить практически плоскую заднюю поверхность ножа (рис 1, а).
При больших углах наклона (5-8°) торец круга формирует слегка вогнутую заднюю поверхность (рис 1, б). Вогнутая поверхность слегка ослабляет лезвие, но создаёт удобство при ручной доводке инструмента.
При заточке периферией ПП круга задняя поверхность плоская, если ось круга перпендикулярна режущей кромке (рис 1, в). При этом контакт круга с ножом осуществляется по линии и опасность перегрева лезвия минимальна. Однако направление рисок параллельно режущей кромке, что способствует выкрашиванию больших участков лезвия.
При заточке ножа периферией круга , ось которого параллельна режущей кромке (рис 1, г), риски располагаются перпендикулярно к режущей кромке, но площадь контакта круга с лезвием и вогнутось задней поверхности чрезмерно увеличиваются, особенно при заточке толстых ножей кругом малого диаметра (D<200мм).
Наибольшее распространение получили первые две схемы заточки на универсальных заточных станках.
Различают многопроходную и глубинную заточку. Применение более производительной глубинной заточки оправдано при больших припусках на заточку, использовании достаточно мощного и жесткого заточного станка и обязательной обильной подаче СОЖ в зону шлифования. При правильном выборе состава и достаточном поступлении СОЖ обеспечивается более высокое качество заточки, уменьшается вероятность прижогов, повышается прямолинейность режущей кромки, увеличивается срок службы круга. Только при подаче СОЖ в количестве не менее 3л/мин можно работать на максимальных режимах заточки. Режимы заточки ножей выбираются по таблице.
Контроль качества заточки ножей.
Тщательно осматриваются режущие кромки заточенного инструмента. Радиус скругления режущей кромки должен быть не более 4-6 мкм. Его проверяют в сравнении с эталоном (новый нож) при помощи измерительной лупы или микроскопа. Контроль шероховатости заточенных поверхностей осуществляют сравнением с набором эталонов шероховатости. Параметр шероховатости Ra у стальных лезвий не должен превышать 0,63-0,32мкм. Линейные размеры измеряют штангенциркулем или микрометром с точностью до 0,05мм.
Угловые параметры фрез можно контролировать при помощи угломера. Угол заострения β после заточки не должно превышать ±1°.
При заточке торцом круга не рекомендуется располагать ось круга строго перпендикулярно задней поверхности ножа, так как при этом поверхность формируют обе ветви круга. Поэтому шпиндель разворачивают, обеспечивая шлифование только набегающей ветвью круга. Малый угол наклона оси круга (до 2°) позволяет получить практически плоскую заднюю поверхность ножа (рис 1, а).
При больших углах наклона (5-8°) торец круга формирует слегка вогнутую заднюю поверхность (рис 1, б). Вогнутая поверхность слегка ослабляет лезвие, но создаёт удобство при ручной доводке инструмента.
При заточке периферией ПП круга задняя поверхность плоская, если ось круга перпендикулярна режущей кромке (рис 1, в). При этом контакт круга с ножом осуществляется по линии и опасность перегрева лезвия минимальна. Однако направление рисок параллельно режущей кромке, что способствует выкрашиванию больших участков лезвия.
При заточке ножа периферией круга , ось которого параллельна режущей кромке (рис 1, г), риски располагаются перпендикулярно к режущей кромке, но площадь контакта круга с лезвием и вогнутось задней поверхности чрезмерно увеличиваются, особенно при заточке толстых ножей кругом малого диаметра (D<200мм).
Наибольшее распространение получили первые две схемы заточки на универсальных заточных станках.
Различают многопроходную и глубинную заточку. Применение более производительной глубинной заточки оправдано при больших припусках на заточку, использовании достаточно мощного и жесткого заточного станка и обязательной обильной подаче СОЖ в зону шлифования. При правильном выборе состава и достаточном поступлении СОЖ обеспечивается более высокое качество заточки, уменьшается вероятность прижогов, повышается прямолинейность режущей кромки, увеличивается срок службы круга. Только при подаче СОЖ в количестве не менее 3л/мин можно работать на максимальных режимах заточки. Режимы заточки ножей выбираются по таблице.
Контроль качества заточки ножей.
Тщательно осматриваются режущие кромки заточенного инструмента. Радиус скругления режущей кромки должен быть не более 4-6 мкм. Его проверяют в сравнении с эталоном (новый нож) при помощи измерительной лупы или микроскопа. Контроль шероховатости заточенных поверхностей осуществляют сравнением с набором эталонов шероховатости. Параметр шероховатости Ra у стальных лезвий не должен превышать 0,63-0,32мкм. Линейные размеры измеряют штангенциркулем или микрометром с точностью до 0,05мм.
Угловые параметры фрез можно контролировать при помощи угломера. Угол заострения β после заточки не должно превышать ±1°.
Если вы хотите купить заточка ножей , вы можете:
Позвонить:
Ещё из раздела Рекомендации по заточке инструмента
Перед заточкой сверла очищают от грязи и засмаливания. Для этого сверла выдерживают 3-4час в горячем содовом растворе или 10-15мин в аммиачном растворе 10-12%-ной концентрации. Остатки смолы снимают деревянным скребком. Антикоррозионную смазку с ...
Заточку фрез осуществляют шлифованием лезвия по передней или задней поверхностям. Фрезы с криволинейной задней поверхностью затачивают всегда по передней поверхности. Фрезы с прямолинейной задней поверхностью можно затачивать как по передней, так и ...